

Introdução à retificação de hastes de metal duro
Cimentado hastes de metal duro são amplamente utilizados na fabricação de ferramentas de corte, como fresas de topo, brocas e alargadores. Eles têm alta dureza, boa resistência e uma série de excelentes propriedades, como resistência ao desgaste, resistência a altas temperaturas e resistência à corrosão. Principalmente sua alta dureza e resistência ao desgaste, que ainda apresentam alta dureza mesmo a 1000°C.
No entanto, a moagem cimentada hastes de metal duro não é uma tarefa fácil. Requer uma seleção cuidadosa de rebolos e métodos de resfriamento para evitar queimaduras e rachaduras que podem afetar a qualidade e o desempenho do varas. Neste artigo, apresentaremos as características do metal duro, a seleção dos rebolos e os métodos de resfriamento para retificação do metal duro. hastes de metal duro.
Características do Metal Duro
O carboneto cimentado é um material compósito composto de partículas duras de carboneto (como carboneto de tungstênio, carboneto de titânio ou carboneto de tântalo) e um aglutinante metálico (como cobalto, níquel ou ferro). A proporção e composição do metal duro e do ligante podem variar dependendo da aplicação e das propriedades desejadas do metal duro.
As principais vantagens do metal duro são:
– Alta dureza e resistência ao desgaste: O metal duro tem uma faixa de dureza de 75-95 HRA (escala Rockwell A), que é muito maior do que a maioria dos metais e ligas. Ele pode suportar altas velocidades de corte, materiais abrasivos e altas temperaturas sem perder sua vantagem. Possui também baixo coeficiente de atrito e alto módulo de elasticidade, o que reduz o desgaste e a deformação da ferramenta.
– Boa resistência e tenacidade: O metal duro possui alta resistência à compressão e moderada resistência à tração, o que lhe permite resistir à flexão, quebra e lascamento durante o corte. Também possui boa resistência ao impacto e absorção de choque, o que evita fraturas frágeis e melhora a vida útil da ferramenta.
– Boa estabilidade química e resistência à corrosão: O metal duro é inerte à maioria dos ácidos, álcalis e solventes orgânicos. Ele pode resistir à oxidação, ferrugem, corrosão e corrosão galvânica. Também pode suportar altas temperaturas sem perder dureza ou resistência.
No entanto, o metal duro também apresenta algumas desvantagens, como:
– Alto custo: O metal duro é mais caro que a maioria dos metais e ligas devido ao seu complexo processo de fabricação e à escassez de matérias-primas. Também requer equipamentos e técnicas especiais de usinagem e retificação.
– Baixa condutividade térmica: O metal duro possui baixa condutividade térmica em comparação aos metais, o que significa que acumula calor durante o corte ou retificação. Isto pode causar expansão térmica, tensão térmica ou choque térmico na ferramenta ou peça de trabalho.
– Baixa ductilidade: O metal duro tem baixa ductilidade em comparação com os metais, o que significa que tem uma capacidade limitada de se deformar plasticamente sem quebrar. Isto pode causar rachaduras ou fraturas na ferramenta ou peça de trabalho se for submetida a força ou impacto excessivo.
Seleção de rebolo para retificação de hastes de metal duro
A retificação é um processo de remoção de material de uma peça de trabalho usando uma ferramenta abrasiva (como um rebolo) que gira em alta velocidade. A retificação pode atingir alta precisão, acabamento superficial e tolerância dimensional para a peça de trabalho. No entanto, a retificação também gera calor, fricção e vibração que podem danificar a peça ou a ferramenta.
Moagem cimentada hastes de metal duro é especialmente desafiador devido à sua alta dureza e baixa condutividade térmica. Portanto,
a seleção do rebolo é muito crítica para obter bons resultados de desbaste.
O rebolo é composto de grãos abrasivos (como diamante ou nitreto cúbico de boro), material de ligação (como metal ou resina) e poros (espaços entre os grãos). Os grãos abrasivos são responsáveis por cortar ou remover material da peça. O material de ligação mantém os grãos unidos e determina a resistência e o formato da roda. Os poros permitem que o líquido refrigerante flua através da roda e leve embora o calor e as lascas.
Os principais fatores a serem considerados ao selecionar um rebolo para cimento hastes de metal duro são:
– Tipo de abrasivo: O tipo de abrasivo deve corresponder à dureza e tenacidade do material da peça. Para cimentado hastes de metal duro,
o diamante é o abrasivo mais comumente usado porque possui a maior dureza (10 na escala de Mohs) e pode cortar qualquer material. O nitreto cúbico de boro (CBN) é outra opção que possui dureza ligeiramente inferior (9 na escala de Mohs), mas maior estabilidade térmica que o diamante. O CBN pode ser usado para retificar carbonetos cimentados com alto teor de cobalto ou com aditivos de titânio ou tântalo.
– Tipo de ligação: O tipo de ligação deve corresponder às condições e requisitos de moagem. Para cimentado hastes de metal duro, ligações de metal e resina são as mais comumente usadas. As ligações metálicas têm alta resistência e rigidez, o que pode segurar os grãos abrasivos com firmeza e manter o formato da roda. As ligações metálicas são adequadas para desbaste, desbaste pesado ou desbaste em alta velocidade. As ligações de resina têm baixa resistência e rigidez, o que pode permitir que os grãos abrasivos se autoafiem e se soltem facilmente. As ligações de resina são adequadas para retificação fina, retificação de precisão ou retificação em baixa velocidade.
– Tamanho do grão: O tamanho do grão determina a eficiência de corte e o acabamento superficial da retificação. O tamanho do grão é medido pelo número da malha, que indica o número de aberturas por polegada linear em uma peneira que pode passar os grãos. Quanto maior o número da malha, menor será o tamanho do grão. Para cimentado hastes de metal duro, o tamanho de grão típico varia de 80 a 400 mesh. Um tamanho de grão menor pode produzir um acabamento superficial mais liso, mas uma eficiência de corte menor. Um tamanho de grão maior pode produzir um acabamento superficial mais áspero, mas uma maior eficiência de corte.
– Formato do disco: O formato do disco determina a área de contato e a pressão entre o disco e a peça de trabalho. O formato da roda é classificado por um código padrão que consiste em uma letra e um número. A letra indica o formato básico da roda, como A (reta), B (cilíndrica), D (copo), etc. O número indica o perfil específico da roda, como 1 (plano), 2 (côncavo) , 3 (convexo), etc. Para cimentado hastes de metal duro, os formatos típicos das rodas são A1 (reta plana), D1 (copo plano) ou D6 (copo alargado).
Tomando a fresa de topo com especificação D6 como exemplo, a seleção do rebolo comum é mostrada na Tabela 1.
| Processo de moagem | Rebolo |
|---|---|
| Moagem de Flauta | Diamante de ligação metálica de malha D6A2 150/200 |
| Moagem de corte | Diamante de ligação metálica de malha D1A1 150/200 |
| Moagem de folga | Diamante de ligação metálica de malha D6A2 150/200 |
| Esmerilhamento da face final | Diamante de ligação de resina de malha D6A2 150/200 |
Métodos de resfriamento para retificação de hastes de metal duro
O resfriamento é uma parte essencial da retificação porque pode prevenir ou reduzir os danos causados pelo calor na peça de trabalho ou na ferramenta. O resfriamento também pode melhorar a eficiência de corte, o acabamento superficial e a precisão dimensional da peça de trabalho.
O resfriamento pode ser obtido usando um refrigerante, que é um líquido ou gás que flui através ou ao redor da zona de moagem para remover calor e cavacos. O refrigerante também pode lubrificar e proteger a peça de trabalho e a ferramenta contra corrosão ou oxidação.
Os principais fatores a serem considerados ao selecionar um refrigerante para retificação de hastes de metal duro são:
– Tipo de refrigerante: O tipo de refrigerante deve corresponder ao material da peça e às condições de retificação. Para cimentado hastes de metal duro,
refrigerantes à base de água são preferidos aos refrigerantes à base de óleo porque apresentam melhor desempenho de resfriamento, menor viscosidade, menor custo e menor impacto ambiental. Os refrigerantes à base de água podem ser água pura ou misturada com aditivos, como óleos sintéticos, emulsões ou soluções. Os aditivos podem aumentar a lubricidade, estabilidade, propriedades anticorrosivas, antiferrugem ou antiespumantes do refrigerante.
– Temperatura do líquido refrigerante: A temperatura do líquido refrigerante deve ser baixa o suficiente para remover o calor de forma eficaz, mas não muito baixa para causar choque térmico ou condensação na peça de trabalho ou na ferramenta. Para hastes de metal duro, hastes de metal duro,
a temperatura ideal do líquido refrigerante varia de 15°C a 25°C.
– Pressão do líquido refrigerante: A pressão do líquido refrigerante deve ser alta o suficiente para penetrar na zona de retificação e remover os cavacos, mas não muito alta para causar respingos ou erosão na peça de trabalho ou na ferramenta. Para hastes de metal duro, hastes de metal duro,
a pressão ideal do refrigerante varia de 0,5 MPa a 2 MPa.
– Taxa de fluxo do refrigerante: A taxa de fluxo do refrigerante deve ser suficiente para cobrir toda a zona de moagem e fornecer resfriamento suficiente, mas não excessivo para desperdiçar refrigerante ou causar problemas ambientais. Para hastes de metal duro, hastes de metal duro,
a vazão ideal do líquido refrigerante varia de 5 L/min a 20 L/min.
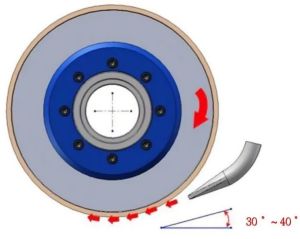
– Posição de injeção do refrigerante: A posição de injeção do refrigerante deve estar próxima à zona de retificação e alinhada com a direção de
a rotação da roda e o movimento de alimentação. Isto pode garantir que o líquido refrigerante chegue à área de corte de forma rápida e eficaz e não interfira com
a evacuação de cavacos ou criar bolhas de ar.
Sugere-se que, ao retificar a ranhura de cavacos da ferramenta, a posição de injeção do refrigerante seja mostrada na Figura 1.
Conclusão
Moagem cimentada hastes de metal duro é um processo desafiador, mas gratificante, que pode produzir produtos de alta qualidade ferramentas de corte com excelente desempenho e durabilidade. No entanto, requer atenção cuidadosa




