

Wprowadzenie do szlifowania prętów z węglika spiekanego
Cementowane pręty węglikowe są szeroko stosowane w produkcji narzędzia tnące, takie jak frezy palcowe, wiertła i rozwiertaki. Mają wysoką twardość, dobrą wytrzymałość i szereg doskonałych właściwości, takich jak odporność na zużycie, odporność na wysoką temperaturę i odporność na korozję. Zwłaszcza ich wysoka twardość i odporność na zużycie, które nadal zachowują wysoką twardość nawet w temperaturze 1000°C.
Jednak szlifowanie cementowane pręty węglikowe nie jest łatwym zadaniem. Wymaga to starannego doboru ściernic i metod chłodzenia, aby uniknąć przypaleń i pęknięć podczas szlifowania, które mogą mieć wpływ na jakość i wydajność ściernicy pręty. W tym artykule przedstawimy charakterystykę węglika spiekanego, dobór ściernic oraz metody chłodzenia przy szlifowaniu węglików spiekanych pręty węglikowe.
Charakterystyka węglika spiekanego
Węglik spiekany to materiał kompozytowy składający się z cząstek twardego węglika (takiego jak węglik wolframu, węglik tytanu lub węglik tantalu) i spoiwa metalicznego (takiego jak kobalt, nikiel lub żelazo). Proporcje i skład węglika i spoiwa mogą się różnić w zależności od zastosowania i pożądanych właściwości węglika spiekanego.
Główne zalety węglika spiekanego to:
– Wysoka twardość i odporność na zużycie: Węglik spiekany ma zakres twardości 75-95 HRA (skala Rockwella A), który jest znacznie wyższy niż w przypadku większości metali i stopów. Może wytrzymać duże prędkości skrawania, materiały ścierne i wysokie temperatury bez utraty krawędzi. Posiada również niski współczynnik tarcia i wysoki moduł sprężystości, co zmniejsza zużycie i odkształcenia narzędzia.
– Dobra wytrzymałość i ciągliwość: węglik spiekany ma wysoką wytrzymałość na ściskanie i umiarkowaną wytrzymałość na rozciąganie, dzięki czemu jest odporny na zginanie, łamanie i odpryski podczas cięcia. Ma również dobrą odporność na uderzenia i amortyzację, co zapobiega kruchemu pękaniu i poprawia żywotność narzędzia.
– Dobra stabilność chemiczna i odporność na korozję: węglik spiekany jest obojętny na większość kwasów, zasad i rozpuszczalników organicznych. Jest odporny na utlenianie, rdzę, wżery i korozję galwaniczną. Może również wytrzymać wysokie temperatury bez utraty twardości i wytrzymałości.
Jednak węglik spiekany ma również pewne wady, takie jak:
– Wysoki koszt: węglik spiekany jest droższy niż większość metali i stopów ze względu na złożony proces produkcyjny i skąpe surowce. Wymaga to również specjalnego sprzętu i technik obróbki i szlifowania.
– Niska przewodność cieplna: Węglik spiekany ma niską przewodność cieplną w porównaniu do metali, co oznacza, że akumuluje ciepło podczas cięcia lub szlifowania. Może to spowodować rozszerzalność cieplną, naprężenia termiczne lub szok termiczny w narzędziu lub przedmiocie obrabianym.
– Niska ciągliwość: Węglik spiekany ma niską ciągliwość w porównaniu do metali, co oznacza, że ma ograniczoną zdolność do odkształcania się plastycznego bez pękania. Może to spowodować pęknięcia lub złamania narzędzia lub przedmiotu obrabianego pod wpływem nadmiernej siły lub uderzenia.
Dobór ściernicy do szlifowania prętów z węglika spiekanego
Szlifowanie to proces usuwania materiału z przedmiotu obrabianego za pomocą narzędzia ściernego (takiego jak tarcza szlifierska), które obraca się z dużą prędkością. Szlifowanie pozwala uzyskać wysoką dokładność, wykończenie powierzchni i tolerancję wymiarową przedmiotu obrabianego. Jednak szlifowanie generuje również ciepło, tarcie i wibracje, które mogą uszkodzić przedmiot obrabiany lub narzędzie.
Szlifowanie cementowane pręty węglikowe jest szczególnie trudne ze względu na ich wysoką twardość i niską przewodność cieplną. Dlatego,
Wybór ściernicy ma kluczowe znaczenie dla uzyskania dobrych wyników szlifowania.
Ściernica składa się z ziaren ściernych (takich jak diament lub sześcienny azotek boru), materiału wiążącego (takiego jak metal lub żywica) i porów (przestrzeni pomiędzy ziarnami). Ziarna ścierne odpowiadają za przecięcie lub usunięcie materiału z przedmiotu obrabianego. Materiał spoiwa spaja ziarna i określa wytrzymałość oraz kształt koła. Pory umożliwiają przepływ chłodziwa przez tarczę i odprowadzanie ciepła oraz wiórów.
Główne czynniki, które należy wziąć pod uwagę przy wyborze ściernicy do szlifowania cementowego pręty węglikowe Czy:
– Rodzaj ścierniwa: Rodzaj ścierniwa powinien odpowiadać twardości i wytrzymałości materiału obrabianego. Do cementowania pręty węglikowe,
Diament jest najczęściej używanym materiałem ściernym, ponieważ ma najwyższą twardość (10 w skali Mohsa) i może ciąć każdy materiał. Regularny azotek boru (CBN) to kolejna opcja, która ma nieco niższą twardość (9 w skali Mohsa), ale wyższą stabilność termiczną niż diament. CBN można stosować do mielenia węglików spiekanych o dużej zawartości kobaltu lub z dodatkami tytanu lub tantalu.
– Rodzaj spoiwa: Rodzaj spoiwa powinien odpowiadać warunkom i wymaganiom szlifowania. Do cementowania pręty węglikowe, najczęściej stosowane są wiązania metaliczne i żywiczne. Wiązania metalowe mają wysoką wytrzymałość i sztywność, dzięki czemu mogą mocno trzymać ziarna ścierne i zachować kształt koła. Spoiwa metalowe nadają się do szlifowania zgrubnego, szlifowania z dużymi obciążeniami lub szlifowania z dużą prędkością. Spoiwa żywiczne mają niską wytrzymałość i sztywność, co pozwala ziarnom ściernym na samoostrzenie i łatwe uwalnianie. Spoiwa żywiczne nadają się do szlifowania dokładnego, precyzyjnego lub szlifowania z małą prędkością.
– Wielkość ziarna: Wielkość ziarna określa wydajność cięcia i wykończenie powierzchni szlifowania. Wielkość ziarna mierzy się liczbą oczek, która wskazuje liczbę otworów na cal liniowy w sicie, przez które przechodzi ziarno. Im wyższy numer oczka, tym mniejszy rozmiar ziarna. Do cementowania pręty węglikowetypowy rozmiar ziarna waha się od 80 do 400 mesh. Mniejszy rozmiar ziarna może zapewnić gładsze wykończenie powierzchni, ale mniejszą wydajność cięcia. Większy rozmiar ziarna może skutkować bardziej szorstkim wykończeniem powierzchni, ale wyższą wydajnością cięcia.
– Kształt koła: Kształt koła określa powierzchnię styku i nacisk pomiędzy kołem a obrabianym przedmiotem. Kształt koła jest klasyfikowany za pomocą standardowego kodu składającego się z litery i cyfry. Litera oznacza podstawowy kształt koła, np. A (prosty), B (cylindryczny), D (kubkowy) itp. Cyfra wskazuje konkretny profil koła, np. 1 (płaski), 2 (wklęsły) , 3 (wypukły) itp. Do cementowania pręty węglikowe, typowe kształty kół to A1 (proste płaskie), D1 (miska płaska) lub D6 (miska rozszerzona).
Biorąc za przykład frez palcowy o specyfikacji D6, w tabeli 1 przedstawiono wybór typowych ściernic.
| Proces szlifowania | Ściernica |
|---|---|
| Szlifowanie fletu | Diament o spoiwie metalowym D6A2 150/200 mesh |
| Szlifowanie rowków | Diament o spoiwie metalowym D1A1 150/200 mesh |
| Szlifowanie luzu | Diament o spoiwie metalowym D6A2 150/200 mesh |
| Zakończ szlifowanie powierzchni | Diament o spoiwie żywicznym D6A2 150/200 mesh |
Metody chłodzenia mielenia prętów z węglika spiekanego
Chłodzenie jest istotną częścią szlifowania, ponieważ może zapobiegać uszkodzeniom cieplnym przedmiotu obrabianego lub narzędzia lub je ograniczać. Chłodzenie może również poprawić wydajność cięcia, wykończenie powierzchni i dokładność wymiarową przedmiotu obrabianego.
Chłodzenie można osiągnąć za pomocą chłodziwa, czyli cieczy lub gazu przepływającego przez strefę mielenia lub wokół niej w celu usunięcia ciepła i wiórów. Chłodziwo może również smarować i chronić przedmiot obrabiany i narzędzie przed korozją lub utlenianiem.
Główne czynniki, które należy wziąć pod uwagę przy wyborze chłodziwa do szlifowania prętów z węglika spiekanego, to:
– Rodzaj chłodziwa: Rodzaj chłodziwa powinien być dostosowany do materiału przedmiotu obrabianego i warunków szlifowania. Do cementowania pręty węglikowe,
chłodziwa na bazie wody są preferowane w stosunku do chłodziw na bazie oleju, ponieważ mają lepszą wydajność chłodzenia, niższą lepkość, niższy koszt i mniejszy wpływ na środowisko. Czynnikami chłodniczymi na bazie wody może być czysta woda lub woda zmieszana z dodatkami, takimi jak oleje syntetyczne, emulsje lub roztwory. Dodatki mogą poprawiać smarność, stabilność, właściwości antykorozyjne, przeciwrdzewne lub przeciwpieniące płynu chłodzącego.
– Temperatura chłodziwa: Temperatura chłodziwa powinna być wystarczająco niska, aby skutecznie usuwać ciepło, ale nie za niska, aby spowodować szok termiczny lub kondensację na przedmiocie obrabianym lub narzędziu. Do cementowania pręty węglikowe,
optymalna temperatura płynu chłodzącego wynosi od 15°C do 25°C.
– Ciśnienie chłodziwa: Ciśnienie chłodziwa powinno być wystarczająco wysokie, aby przedostać się do strefy szlifowania i wypłukać wióry, ale nie za wysokie, aby spowodować rozpryskiwanie lub erozję przedmiotu obrabianego lub narzędzia. Do cementowania pręty węglikowe,
optymalne ciśnienie chłodziwa waha się od 0,5 MPa do 2 MPa.
– Natężenie przepływu chłodziwa: Natężenie przepływu chłodziwa powinno być wystarczające do pokrycia całej strefy szlifowania i zapewniania wystarczającego chłodzenia, ale nie nadmiernego, aby powodować marnowanie chłodziwa lub powodować problemy dla środowiska. Do cementowania pręty węglikowe,
optymalne natężenie przepływu chłodziwa mieści się w zakresie od 5 l/min do 20 l/min.
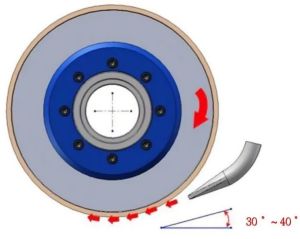
– Pozycja wtrysku chłodziwa: Pozycja wtrysku chłodziwa powinna znajdować się blisko strefy szlifowania i być zgodna z kierunkiem
obrót koła i ruch posuwu. Może to zapewnić, że chłodziwo szybko i skutecznie dotrze do obszaru skrawania i nie będzie go zakłócać
odprowadzanie wiórów lub tworzenie się pęcherzyków powietrza.
Sugeruje się, aby podczas szlifowania rowka wiórowego narzędzia położenie wtrysku chłodziwa pokazano na rysunku 1.
Wniosek
Szlifowanie cementowane pręty węglikowe to trudny, ale satysfakcjonujący proces, który może zapewnić wysoką jakość narzędzia tnące z doskonałą wydajnością i trwałością. Wymaga to jednak szczególnej uwagi




