

Il processo di utilizzo del carburo solleva alcune domande; noi, attraverso anni di casi di settore, vogliamo fornirvi le risposte.
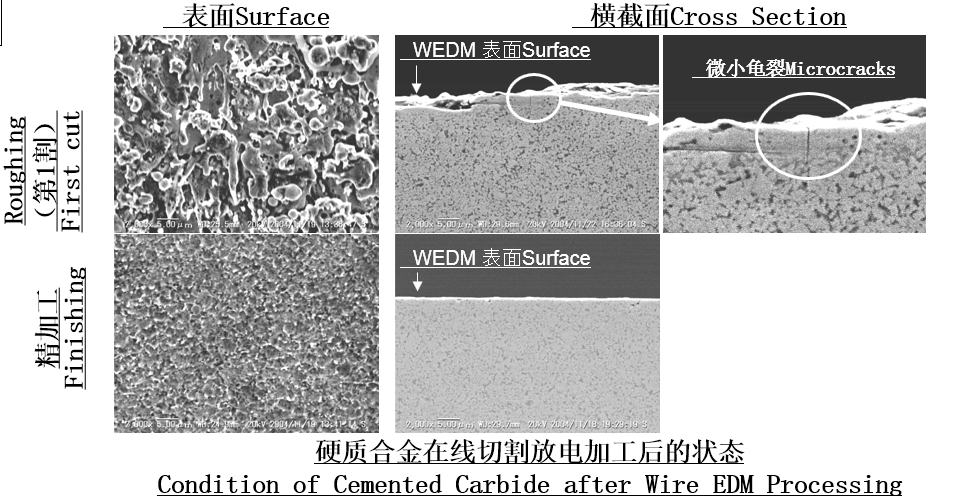
1. Dopo la lavorazione del carburo cementato si formano piccole crepe
C'è la possibilità di micro-cricche durante la lavorazione a filo o a scarica elettrica del carburo cementato. Le piccole crepe hanno maggiori probabilità di verificarsi in leghe di micro-particelle o ultra-micro-particelle. Ciò può causare cricche localizzate nel pezzo lavorato o nel pezzo finito.
Causa:
Condensa prodotta dal rapido raffreddamento e dalla tempra dopo la dissoluzione ad alta temperatura del carburo nell'elettroerosione a filo.
Soluzione e suggerimento:
Ridurre il carico di corrente durante la saldatura WEDM (aumentare il tempo di taglio del filo).
Eliminazione delle microfessure: si consiglia di utilizzare una macchina rettificatrice per la finitura.
Durante la lavorazione di materiali con strati metamorfici e microfratture, a causa del carico nel processo di macinazione, possono verificarsi scheggiature e sfaldature.
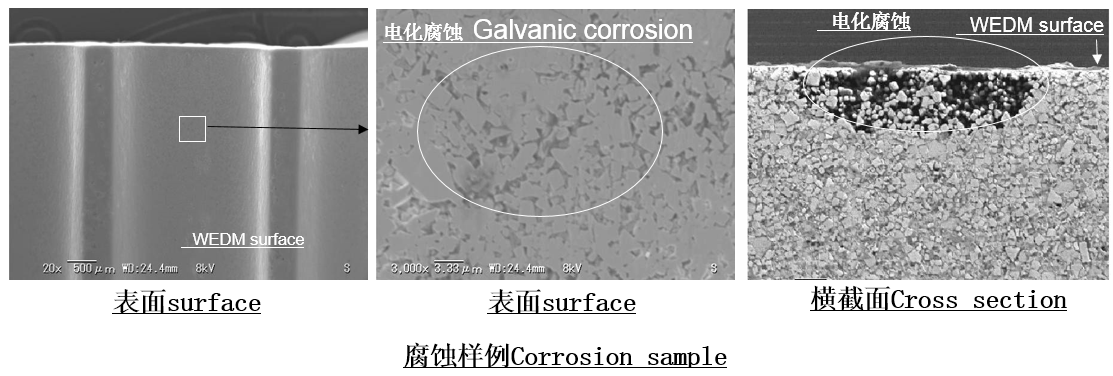
2. Carburo di tungsteno corroso
A causa dell'uso di acqua nella lavorazione a scarica elettrica, può verificarsi corrosione galvanica sulla superficie del carburo cementato. Quando il contenuto di cobalto è più elevato, è più probabile che si verifichi corrosione galvanica. Inoltre, la corrosione può verificarsi durante lo stoccaggio.
Causa:
Nella lavorazione tramite elettroerosione con acqua, il contatto con la corrente può causare corrosione galvanica, così come l'esposizione all'umidità.
Soluzione e raccomandazione:
Aumentare la resistività dell'acqua di lavorazione.
Utilizzare carburo resistente alla corrosione (Yatech Materiali (carburo serie YA o YF).
Conservare in un luogo asciutto.
Utilizzare olio antiruggine.
*Durante l'EDM con olio non si verificherà alcuna corrosione.
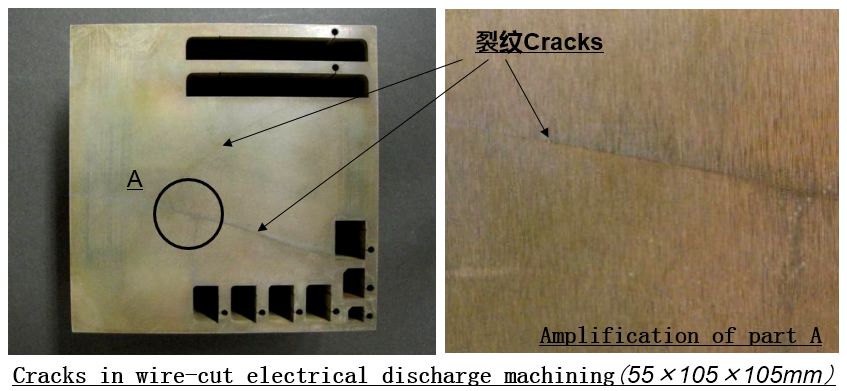
3. Crepe nell'EDM a filo del carburo cementato
Durante la lavorazione tramite elettroerosione a filo, nel carburo possono formarsi delle crepe.
Causa:
Diversi fattori possono causare la formazione di crepe durante l'elettroerosione a filo, tra cui l'elevato calore e le sollecitazioni interne durante il processo di elettroerosione.
Shock termico, piccole crepe, strati metamorfici, corrosione galvanica, ecc.
Soluzioni e raccomandazioni
Affilare le superfici superiore e inferiore del metallo duro prima dell'elettroerosione a filo (elemento base).
Tagliare dall'esterno verso l'interno del carburo, non praticare fori al centro.
Utilizzare materiali più sottili
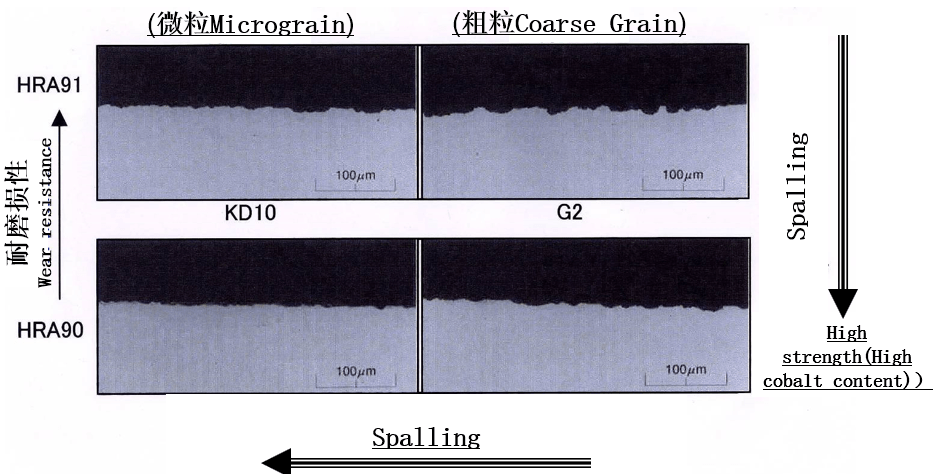
4. Scheggiatura del carburo di tungsteno
Il carburo di tungsteno ha un'elevata resistenza ed è resistente all'usura. Tuttavia, quando i carichi di lavorazione sono elevati, può verificarsi la sfaldatura del carburo di tungsteno, causando l'opacizzazione del bordo.
Motivo:
Carico di lavorazione eccessivo nel processo di rettifica.
Particelle grossolane di carburo di tungsteno (WC).
Soluzione e suggerimento:
Ridurre il carico di macinazione.
Selezionare leghe microparticellari e leghe con elevato contenuto di cobalto.
5. Bordi e angoli scheggiati dal carburo
Poiché il carburo cementato è duro e fragile, a volte possono verificarsi scheggiature.
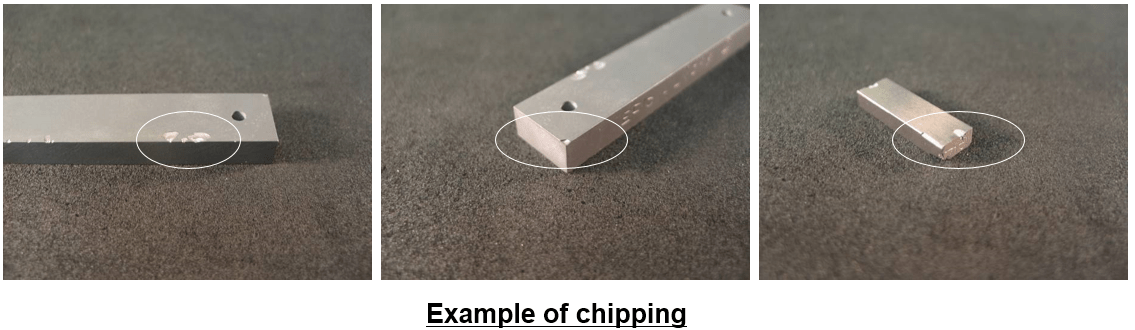
Motivo:
Impatto durante la movimentazione e l'elaborazione
La precisione dimensionale del pezzo è troppo bassa e sono presenti forze multidirezionali.
Soluzioni e raccomandazioni
Non colpire il pezzo e non usare una forza d'impatto eccessiva durante la lavorazione.
Migliorare la precisione dimensionale del prodotto.
Macinazione.
6. Usura del carburo cementato
L'usura del carburo cementato cambia da applicazione ad applicazione. Man mano che la densità del carburo aumenta, l'usura diminuisce. Tuttavia, le leghe ad alta densità sono soggette a scheggiature. Inoltre, l'usura cambia a seconda del tipo di materiale stampato.
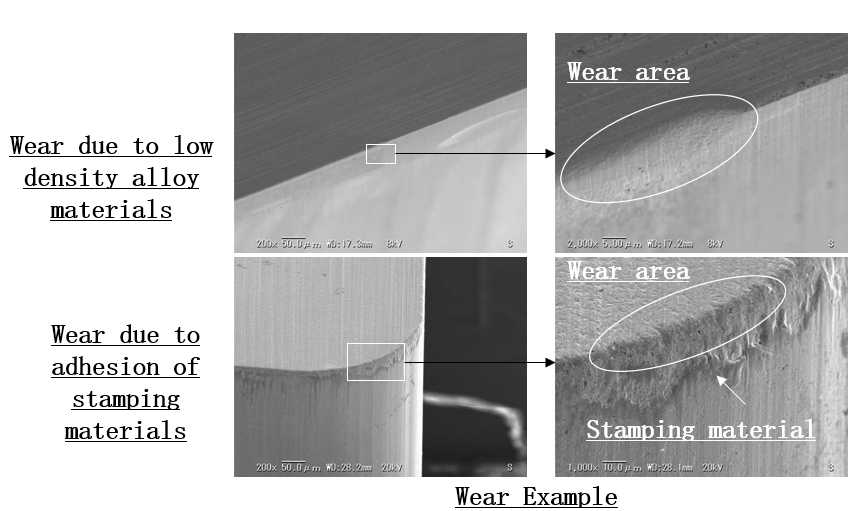
Causa
Materiale in lega a bassa densità o adesione del materiale da stampaggio al pezzo in lavorazione.
Soluzioni e raccomandazioni
Aumentare la densità del materiale del pezzo in lavorazione.
Utilizzare un pezzo con materiale anti-adesione. Raccomandazione: YA10, una lega con basso contenuto di cobalto.




