

Introduction to Grinding of Cemented Carbide Rods
Cemented carbide rods are widely used in the manufacturing of cutting tools, such as end mills, drills, and reamers. They have high hardness, good strength, and a series of excellent properties such as wear resistance, high temperature resistance, and corrosion resistance. Especially their high hardness and wear resistance, which still have high hardness even at 1000°C.
However, grinding cemented carbide rods is not an easy task. It requires careful selection of grinding wheels and cooling methods to avoid grinding burns and cracks that can affect the quality and performance of the rods. In this article, we will introduce the characteristics of cemented carbide, the selection of grinding wheels, and the cooling methods for grinding cemented carbide rods.
Characteristics of Cemented Carbide
Cemented carbide is a composite material composed of hard carbide particles (such as tungsten carbide, titanium carbide, or tantalum carbide) and a metal binder (such as cobalt, nickel, or iron). The proportion and composition of the carbide and the binder can vary depending on the application and desired properties of the cemented carbide.
The main advantages of cemented carbide are:
– High hardness and wear resistance: Cemented carbide has a hardness range of 75-95 HRA (Rockwell A scale), which is much higher than most metals and alloys. It can withstand high cutting speeds, abrasive materials, and high temperatures without losing its edge. It also has a low coefficient of friction and a high modulus of elasticity, which reduce the wear and deformation of the tool.
– Good strength and toughness: Cemented carbide has a high compressive strength and a moderate tensile strength, which enable it to resist bending, breaking, and chipping during cutting. It also has a good impact resistance and shock absorption, which prevent brittle fracture and improve the tool life.
– Good chemical stability and corrosion resistance: Cemented carbide is inert to most acids, alkalis, and organic solvents. It can resist oxidation, rusting, pitting, and galvanic corrosion. It can also withstand high temperatures without losing its hardness or strength.
However, cemented carbide also has some disadvantages, such as:
– High cost: Cemented carbide is more expensive than most metals and alloys due to its complex manufacturing process and scarce raw materials. It also requires special equipment and techniques for machining and grinding.
– Low thermal conductivity: Cemented carbide has a low thermal conductivity compared to metals, which means it accumulates heat during cutting or grinding. This can cause thermal expansion, thermal stress, or thermal shock in the tool or workpiece.
– Low ductility: Cemented carbide has a low ductility compared to metals, which means it has a limited ability to deform plastically without breaking. This can cause cracks or fractures in the tool or workpiece if subjected to excessive force or impact.
Selection of Grinding Wheel for Grinding Cemented Carbide Rods
Grinding is a process of removing material from a workpiece by using an abrasive tool (such as a grinding wheel) that rotates at high speed. Grinding can achieve high accuracy, surface finish, and dimensional tolerance for the workpiece. However, grinding also generates heat, friction, and vibration that can damage the workpiece or the tool.
Grinding cemented carbide rods is especially challenging because of their high hardness and low thermal conductivity. Therefore,
the selection of grinding wheel is very critical for achieving good grinding results.
The grinding wheel is composed of abrasive grains (such as diamond or cubic boron nitride), bond material (such as metal or resin), and pores (spaces between grains). The abrasive grains are responsible for cutting or removing material from the workpiece. The bond material holds the grains together and determines the strength and shape of the wheel. The pores allow the coolant to flow through the wheel and carry away the heat and chips.
The main factors to consider when selecting a grinding wheel for cemented carbide rods are:
– Abrasive type: The abrasive type should match the hardness and toughness of the workpiece material. For cemented carbide rods,
diamond is the most commonly used abrasive because it has the highest hardness (10 on Mohs scale) and can cut any material. Cubic boron nitride (CBN) is another option that has a slightly lower hardness (9 on Mohs scale) but higher thermal stability than diamond. CBN can be used for grinding cemented carbides with high cobalt content or with titanium or tantalum additives.
– Bond type: The bond type should match the grinding conditions and requirements. For cemented carbide rods, metal and resin bonds are the most commonly used. Metal bonds have a high strength and rigidity, which can hold the abrasive grains firmly and maintain the shape of the wheel. Metal bonds are suitable for rough grinding, heavy-duty grinding, or high-speed grinding. Resin bonds have a low strength and rigidity, which can allow the abrasive grains to self-sharpen and release easily. Resin bonds are suitable for fine grinding, precision grinding, or low-speed grinding.
– Grain size: The grain size determines the cutting efficiency and surface finish of the grinding. The grain size is measured by the mesh number, which indicates the number of openings per linear inch in a sieve that can pass the grains. The higher the mesh number, the smaller the grain size. For cemented carbide rods, the typical grain size ranges from 80 to 400 mesh. A smaller grain size can produce a smoother surface finish but a lower cutting efficiency. A larger grain size can produce a rougher surface finish but a higher cutting efficiency.
– Wheel shape: The wheel shape determines the contact area and pressure between the wheel and the workpiece. The wheel shape is classified by a standard code that consists of a letter and a number. The letter indicates the basic shape of the wheel, such as A (straight), B (cylindrical), D (cup), etc. The number indicates the specific profile of the wheel, such as 1 (flat), 2 (concave), 3 (convex), etc. For cemented carbide rods, the typical wheel shapes are A1 (straight flat), D1 (cup flat), or D6 (cup flared).
Taking D6 specification end mill as an example, the common grinding wheel selection is shown in Table 1.
| Grinding Process | Grinding Wheel |
|---|---|
| Flute Grinding | D6A2 150/200 mesh metal bond diamond |
| Gash Grinding | D1A1 150/200 mesh metal bond diamond |
| Clearance Grinding | D6A2 150/200 mesh metal bond diamond |
| End Face Grinding | D6A2 150/200 mesh resin bond diamond |
Cooling Methods for Grinding Cemented Carbide Rods
Cooling is an essential part of grinding because it can prevent or reduce the heat damage to the workpiece or the tool. Cooling can also improve the cutting efficiency, surface finish, and dimensional accuracy of the workpiece.
Cooling can be achieved by using a coolant, which is a liquid or gas that flows through or around the grinding zone to remove heat and chips. The coolant can also lubricate and protect the workpiece and the tool from corrosion or oxidation.
The main factors to consider when selecting a coolant for grinding cemented carbide rods are:
– Coolant type: The coolant type should match the workpiece material and the grinding conditions. For cemented carbide rods,
water-based coolants are preferred over oil-based coolants because they have better cooling performance, lower viscosity, lower cost, and lower environmental impact. Water-based coolants can be pure water or water mixed with additives, such as synthetic oils, emulsions, or solutions. The additives can enhance the lubricity, stability, anti-corrosion, anti-rust, or anti-foaming properties of the coolant.
– Coolant temperature: The coolant temperature should be low enough to remove heat effectively but not too low to cause thermal shock or condensation on the workpiece or the tool. For cemented carbide rods,
the optimal coolant temperature ranges from 15°C to 25°C.
– Coolant pressure: The coolant pressure should be high enough to penetrate into the grinding zone and flush away the chips but not too high to cause splashing or erosion on the workpiece or the tool. For cemented carbide rods,
the optimal coolant pressure ranges from 0.5 MPa to 2 MPa.
– Coolant flow rate: The coolant flow rate should be sufficient to cover the entire grinding zone and provide enough cooling but not excessive to waste coolant or cause environmental problems. For cemented carbide rods,
the optimal coolant flow rate ranges from 5 L/min to 20 L/min.
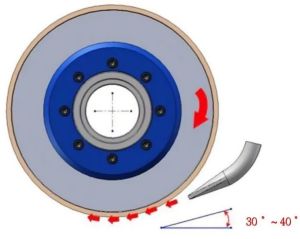
– Coolant injection position: The coolant injection position should be close to the grinding zone and aligned with the direction of
the wheel rotation and feed movement. This can ensure that the coolant reaches the cutting area quickly and effectively and does not interfere with
the chip evacuation or create air bubbles.
It is suggested that when grinding tool chip groove, the injection position of coolant is shown in Figure 1.
Conclusion
Grinding cemented carbide rods is a challenging but rewarding process that can produce high-quality cutting tools with excellent performance and durability. However, it requires careful attention




